Литье под давлением на сайте является перспективной технологией производства полимерных изделий, однако для реализации этих технологий используется сложное высокоточное оборудование, а именно литьевые формы. Для каждого элемента или группы используйте отдельные таблицы, индивидуально разработанные для решения каждой задачи.

Огромные усилия от десятков тонн до тысяч тонн проходили в полузакрытом виде. Существует несколько способов выполнения задачи, как и сложные методы, такие как сборка в форме, впрыск газа или многокомпонентные формы.
Ежегодно отечественные производители обновляют свой машинный парк на тысячу термопластавтоматов. На каждый используется в среднем 2-5 трафаретов для создания разных конструкций. Кроме того, узлы, которые уже используются, необходимо регулярно обновлять или модернизировать. Очевидно, что рыночный спрос на высококачественные детали не иссякает.
производственный процесс
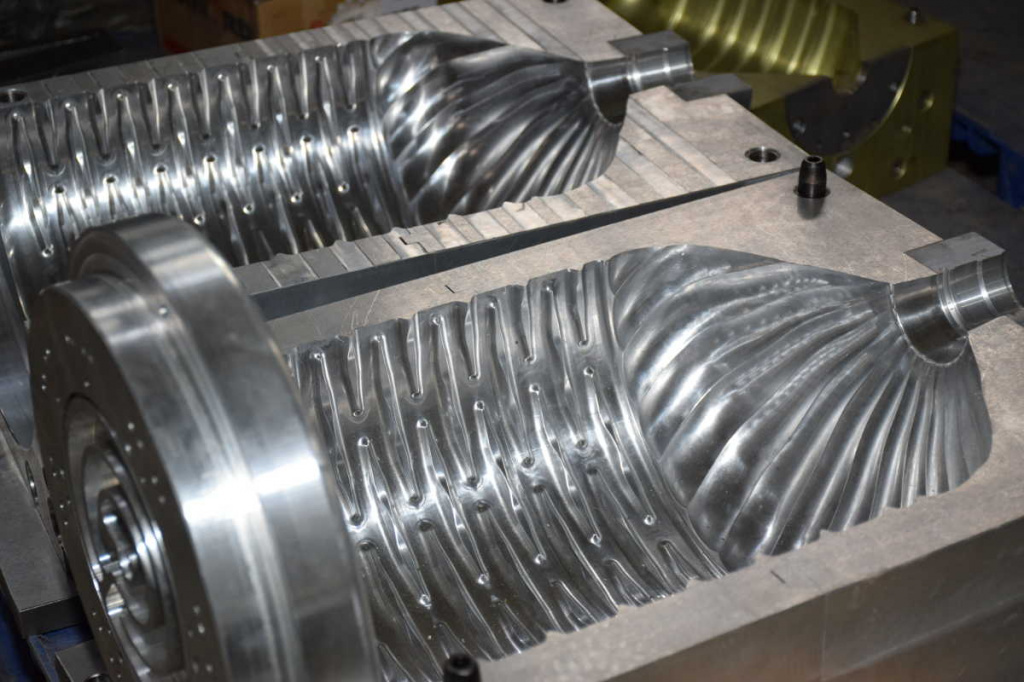
Все начинается с проектно-технической подготовки, в ходе которой формируются графики, 3D-изображения и визуализации будущих моделей.
Процесс формирования будущей конструкции предполагает доработку усилиями инженера, разделение на составные части. Помимо рассмотрения всех конструкций в отдельности как составной части, специальные программы могут моделировать процесс заполнения полученного объема полимерами.
Также оценивались распределение температуры подачи и скорость потока. Все происходит на компьютере, в основном CAD/CAM. Важность этого шага перед обработкой материала невозможно переоценить. Дело в том, что за счет реализации метода можно определить объем предстоящих работ, в частности формирование набора стандартизированных компонентов и специальных конструкций, которые необходимо производить и формулировать индивидуально для проекта.
Затем начинается проектирование, появляется прототип и собирается готовая система. Кроме того, на первом этапе выбираются и заказываются типичные компоненты, которые дорабатываются с желаемой периодичностью и качеством для формирования отдельных компонентов.
После получения элементы точно подгоняются друг к другу, выполняется подгонка и все элементы собираются в окончательный узел. Элементы делятся на отдельные классы и типовые классы, причем последние предварительно оцениваются и изменяются в соответствии со спецификой готового компонента. В зависимости от геометрии и решаемой задачи таких компонентов может быть от 50% до 95%. Их цены варьируются в пределах 10-60%, но обычно составляют около половины.